1 工程概况及特点
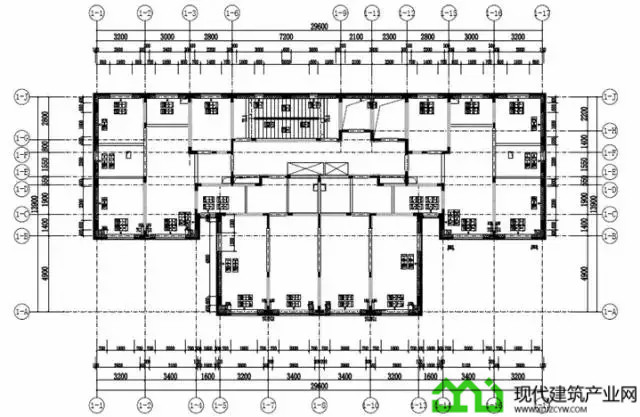
该项目为沈阳某装配式住宅项目1#楼和2#楼,其中,1#楼建筑面积9674.74平方米,地上25层,地下1层,5-25层为预制构件;2#楼建筑面积10145.46平方米,地上26层,地下1层,5-26层为预制构件。项目结构形式为装配整体式剪力墙结构,底部加强区和女儿墙采用传统现浇混凝土施工工艺,非加强区采用装配式施工工艺,该项目装配式预制构件有预制外墙板和楼梯,其中,外墙外饰面造型采用瓷砖反打一次成型,外墙转角部位采用预制转角外墙板,转角部位作为边缘构件的一部分,转角部位高度最大约为600mm,提高了建筑主体结构的整体性并解决了转角部位PCF板安装困难、连接质量不易控制等问题;边缘构件在建筑阴角部位采用“一”字型PCF连接;楼梯设计为剪刀楼梯(其平面布置见图1所示,施工安装如图2所示)。
图1 预制构件平面布置图

图2 预制构件施工安装图
2 生产组织
2.1 生产策划
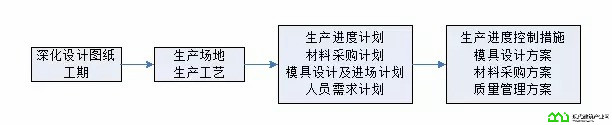
该项目生产实施前期,根据建设单位提供的深化设计图纸、产品供应计划等,首先组织技术人员对项目的生产工艺、生产方案及堆放场地、运输方式、生产进度计划、物资采购计划、模具设计及进场计划和人员需求计划等内容进行策划,同时根据该项目特点编制相关具体保证措施,保证项目实施阶段顺利进行。其中,对于该项目具有代表性的生产进度控制、模具设计、材料采购和质量管理重点编制相关实施方案和保证措施。(见图3)
图3 生产策划流程
2.2 生产场地平面布置
2.2.1 生产车间场地布置原则
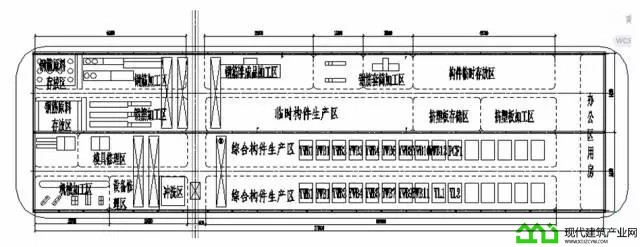
该项目生产工艺的选择主要根据外墙板采用瓷砖反打一次工艺,且大多数外墙板为转角型外墙板,不易在流水线上施工,所以选择西车间固定模台施工。车间划分区为外墙板、PCF板及楼梯生产作业区,挤塑板存储区和加工区,钢筋与钢筋套筒直螺纹连接加工区,构件冲洗区等。为满足该项目生产发货需要,将构件存储场地划分为若干个区域,按照不同项目单独存放预制构件,此外,还在存储场地划分构件修补区域,方便修补人员在该区域对预制构件进行修补,同时也将暂时需要修补的产品与合格产品进行区分存放。
2.2.2 生产车间平面布置(如图4所示)
图4 生产车间平面布置
2.3 生产进度
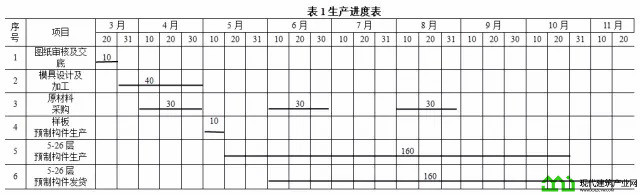
根据建设单位及施工单位提供的现场八天拼装两栋楼一层的施工进度,编制该项目模具进场计划及预制构件生产进度,该项目预计施工总工期210d,其中前期策划阶段包括图纸审核及交底、模具设计及制作和原材料采购共需要50d时间,预制构件从样板生产,到批量生产直至竣工需要160d。(见表1)
2.4 模具设计
该项目模具制作前组织技术管理人员、模具管理人员和生产管理人员对深化设计图纸进行二次审核,深化设计图纸经建设单位报设计单位修改、确认后编制模具设计方案和模具数量经审批同意后,委托模具制作单位制作模具,并组织相关人员对模具进行进场验收。
该项目模具设计是在符合反打工艺流程、最大程度的保证模具整体刚度、满足工期需要、降低成本的前提下,将通用性、简单、轻便行,减少用钢量作为主要设计理念。本项目模具设计需要重点关注转角墙侧模形式、立面保温固定措施及立面瓷砖的固定措施。
(1)外墙板模具按照正反型号通用一套模具设计,同时根据施工单位刘天拼装一层的施工进度,该项目共需要采购20套模具,其中,外墙模具17套,PCF模具1套,YL窗梁2套。
(2)模具外边框采用Q235钢板焊接而成,边框连接采用粗牙螺栓连接,埋件固定采用方钢管制作的工装固定,所有穿孔采用磁性底座固定。
(3)转角墙立面的模具采用10mm厚钢板做为面板,肋板的间距控制在500mm左右,以确保模具本身的刚度,并且肋板做成三角形,利用三角形的稳定性保证侧模与底模的垂直度。
(4)立面保温板固定采用特殊的L型靠模固定,L型靠模顶部防止挤塑板
在浇筑时上浮的作用,侧面防止浇筑时挤塑板膨胀、漏浆的作用,并且在浇筑外叶墙之后由于有靠模的存在,可直接绑扎内叶墙钢筋笼,不延误工序的操作。
(5)由于侧模采用钢板制作,瓷砖利用双面胶固定在钢板上,其粘贴力无法满足工艺需求,因此采用双面胶及附加钢筋固定的双重措施,模具设计时需在侧模相应位置开孔,便于绑线绑扎。(如图5所示)。
图5 转角墙里面模具
2.5 物资采购
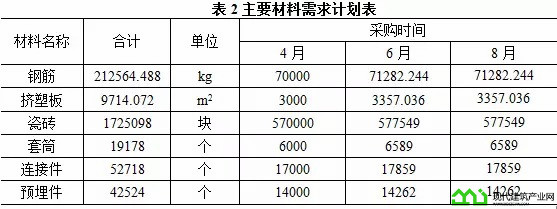
组织人员对该项目生产周期计划和生产材料表进行分解,编制物资需求计划,经审批后按照材料采购标准进行采购,材料进场后经验收合格方可入库,材料出库凭领料单。(见表2)
2.6 劳动力需求
该项目施工前,组织相关人员对该项目预制转角外墙板施工工艺、外墙板瓷砖反打一次成型工艺等施工阶段的劳动力消耗进行实地考察和测算,并结合沈阳地方出台的《装配式建筑钢筋混凝土预制构件测算表》,同时考虑该项目的工艺技术要求、生产场地、生产周期、模具数量等因素,最后按照24分钟的生产工艺节拍编制劳动力需求计划。(见表3)
3 转角外墙板生产工艺质量控制难点及解决措施
3.1 转角外墙板生产工艺
本项目预制转角外墙板构件生产工艺采用瓷砖反打工艺。由于其工艺较复杂,且转角墙需三次浇筑振捣。具体流程如下:
瓷砖标准块制作→组装外叶墙模具→涂刷脱模剂→瓷砖标准块水平段安装→瓷砖标准块竖直段安装及固定→外叶墙L型网片安装→外叶墙埋件安装→外叶墙水平段浇筑振捣→铺装水平段保温板→连接件安装→铺装竖直段保温板及固定→保温板靠模安装→浇筑竖直段外叶墙→连接件安装→组装内叶墙模具→涂刷界面剂→内叶墙钢筋笼绑扎→内叶墙埋件安装→内叶墙浇筑振捣→抹面→静停→蒸养→拆除模具→构件脱膜→ 冲洗→喷涂标识→运输堆放。
3.2 转角外墙板生产工艺质量控制措施
3.2.1 标准块瓷砖制作
瓷砖标准块制作是指把小规格的瓷砖及胶条通过胶纸粘贴制作成统一大小,便于拼装时质量控制,且减少在构件生产时的工作量。体现模块化生产、装配式施工的优势。
为提高工业化生产的效率,深化设计需考虑瓷砖的布置方案,要尽可能的减少裁砖,并且瓷砖标准块的大小需满足构件的模数。标准块大小不宜超过600×600mm,一般控制在300~400mm之间。
3.2.2 模板清理及组装
严格按照构件尺寸组装模具,尤其重点关注窗口模具,保证其误差在±2mm范围内,避免瓷砖拼装时因尺寸误差过大导致瓷砖布置方案无法正常实行。
清理侧模与底模时先采用小铲子对灰尘及混凝土残留进行清理,然后用湿抹布对模具浮灰进行清理,尤其底模浮灰清理需重点检查,保证模具及底模干净整洁,无浮灰,达到手按无明显痕迹为准,确保采用双面胶粘贴牢固。
3.2.3 标准块瓷砖直段安装及固定
此道工序是指转角墙立面瓷砖的安装及固定,为保证侧面瓷砖的安装质量,首先采用双面胶粘贴标准块,待检验合格后,在模具内腔即标准块上面绑扎2~3根的通长钢筋,间距约为500mm,并用绑线穿过模具把钢筋绑扎牢固,方可进行下道工序。此种固定方式较繁琐但能保证瓷砖的安装质量,在浇筑及振捣过程中不会出现瓷砖位移等现象。
3.2.4 外页墙水平段浇筑振捣
外叶墙混凝土为保证振捣密实、不因振捣而导致瓷砖碎裂宜采用平板振捣器,如采用振捣棒可采用小直径、功率较小的型号。
3.2.5 保温板靠模安装
此道工序是指为保证侧面保温板位置,保证构件成型后不出现冷桥等现象的一种固定保温版的措施。在安装侧面保温板时,利用L型靠模固定保温板,并且靠模根据连接件布置方案开孔,在不影响连接件安装的情况下,保证在浇筑过程中不出现位移,也可保证内叶墙钢筋笼正常绑扎不延误生产周期。
3.2.6 连接件安装
该项目采用FRP连接件,在墙体施工时应先浇筑外叶墙混凝土板,再铺装保温板,保温板应预留连接件孔槽,将FRP连接件插入保温板孔槽中。
浇筑外叶墙时应采用小粒径石子,粒径不宜大于25mm,混凝土塌落度应加大,当连接件埋入外叶墙混凝土后,应马上转动180度形成局部搅拌。连接件应确保在内、外叶墙的锚固长度;连接件在混凝土中的单侧锚固长度不宜小于30mm,其端部距墙板表面距离不宜小于25mm。
3.2.7 钢筋套筒安装
(1)钢筋加工
钢筋进场验收需满足国家相关标准的要求,避免出现椭圆的钢筋,影响其连接的机械性能;钢筋加工时需严格控制主筋长度,钢筋剪切误差应控制在0~+2mm范围内,避免出现外漏钢筋过长或过短现象,影响钢筋锚固长度。
(2)钢筋剥肋滚丝加工
钢筋剥肋滚丝是利用专用的滚丝机加工而成,需经常对设备进行维护保养,尤为重要的是滚丝机中的滚丝轮,一般滚丝轮在加工2000~2500个钢筋之后需立即更换,避免影响钢筋丝扣不完整。
剥肋滚丝加工前需事先调好剥肋长度,应严格按照设计图纸进行加工,丝扣的长度直接影响套筒灌浆连接的机械性能。
(3)丝扣钢筋与套筒连接
钢筋与套筒的连接是通用滚丝机固定利用扭矩扳手加工而成,应严格按照《钢筋机械连接技术规程》JGJ107中6.21的直螺纹结构安装时的最小拧紧扭矩值进行控制,严格控制扳手的力矩保证钢筋与套筒的紧密连接,并应按时检查或更换扭矩扳手。在加工时不仅要满足拧紧扭矩值还需保证丝扣外漏长度不得大于0.5P。
(4)套筒安装
套筒的安装主要控制其垂直度及锚固深度,在浇筑前需由质检专员负责检验并做好隐蔽工程验收记录。也应保证套筒及注浆管的畅通,不应有堵塞的情况出现。
3.2.8 混凝土浇筑及振捣
浇筑混凝土时下料斗下料严禁过高且放料时禁止堆积,需目测下料时瓷砖是否有松动、位移现象;振捣时振捣棒严禁垂直振捣,避免瓷砖碎裂,且不得漏振、过振、现象出现,保证瓷砖的粘贴强度,避免因过振导致瓷砖碎裂现象出现。
4 工厂化生产组织设计编制要点
4.1 工程概况及特点
项目概况应包括项目的工程概况、项目图纸的拆分、深化设计情况、重点是拆分出构件类型及数量,为构件模具的设计提供准备。
4.2 生产策划
项目生产实施前,应根据项目概况及特点进行产前的生产策划,重点要对生产场地、生产进度、模具设计、物资采购、劳动力需求和项目质量控制难点等直接影响工程项目质量、成本、进度等重要环节内容编制相关措施。
4.3 生产场地布置
构件出车间后的堆放标准同样也十分重要,首先要由设计部门根据力学计算,制定构件堆放技术要求并下发施工人员,外墙板采用立式存放且使用专用的墙板存放架的标准。根据每个项目特点,按项目合理划分场地,有序存放,最大化利用场地面积,同时要满足日常的发货要求。
4.4 生产进度
构件生产计划是工厂化施工组织设计的重要内容,需要统筹考虑工厂自身设计的生产能力、模具数量、项目构件特点、施工人员情况、室外场地存放能力及项目施工进度要求等。根据每个项目特点不同,有的需要提前生产若干层构件,存放在厂区堆场内才能满足施工现场的拼装进度,这便要求生产计划的编制要有合理性;有时生产项目较多时,为了保证各个项目的工期要求,需要穿插生产,生产计划又要考虑所有项目的全局性。总之,生产计划是指导生产的大脑。理想情况下,现场拼装进度(即每日所拼装层数)与工厂每日生产层数、堆场内存放的数量、每日供应层数相匹配。
4.5 模具设计
模具的制作是构件生产前的关键步骤、同样也是保证构件能否生产出合格品及批量化生产的核心因素,它直接关系到整个工厂化施工的进度、质量及成本控制,这便需要构件工厂提出模具制作的技术要求、进度安排、模具数量等。
4.6 物资采购
材料采购计划至关重要,除大宗材料外,构件所需的各种埋件,如套筒、连接件、线盒、线管、吊装预埋件等,都需要在生产前依据图纸,统计出数量、型号。通过招标采购模式,逐项进行采购,不可遗漏,否则在生产过程中有一种埋件供应不及时,都会影响正常生产,同时所有材料进场都需有专人验收合格且通过检测合格后,方可进行使用。
4.7 劳动力需求
按照生产计划,确定人均生产量,并根据各工序、工艺要求,确定各种工种人员的数量,工厂化生产主要工种有钢筋工、模板工、砼振捣工、冲洗工、吊车工、转运工、修补工等,再通过合理安排生产,使各工种之间有效配合,保证构件质量的同时,节约人工成本。
5 结语
2016年2月6日,《中共中央国务院关于进一步加强城市规划建设管理工作的若干意见》,要求“积极推进绿色新型建筑,装配式建筑和钢结构建筑,力争用10年左右时间,使装配式建筑占新建建筑的比例达到30%”。住建部也将“全面推进装配式建筑”列为全国建设领域2016年度的八大重点工作任务之一。沈阳市作为全国住宅产业化示范城市,市委市政府高度重视装配式住宅的建设,相继出台了很多鼓励政策,为此,我们要不断总结提升装配式建筑的管理经验。
装配式建筑工厂化生产组织设计是指导构件生产的技术经济性文件,是装配式建筑施工组织设计的重要组成部分,本文撰写了装配式住宅预制构件生产组织设计编制的典型案例和编制要点,希望本文能给相关企业在编制装配式住宅预制构件生产组织设计时提供借鉴。